


核心能力
核心能力
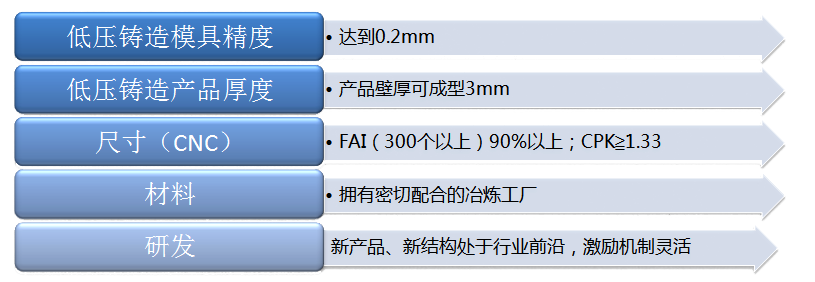
一、具备多工艺研发成型与配套制造能力

二、铝合金低压铸造技术水平处于行业前沿
| 箱体种类 | 铸件质量/kg | 致密度 | 表面粗糙度Ra | 产品一致性 | 机加工性 | 铸态抗拉强度MPa | 热处理 | 热处理后抗拉强度MPa | 热处理后伸伸率% | 热处理后硬度HBW |
| 铝合金 低压铸造 电控箱 | 16.2 | 致密度高,无砂孔 | 3.2-6.3 | 模具精密、产品致密,产品一致性高,适宜批量生产 | 加工余量一般,机加后良品率高 | 240 | T6 | 310 | 6月10日 | ≥90 |
| 铝合金 高压压铸 电控箱 | 15.6 | 致密度低,存在砂孔 | 1.6-3.2 | 模具精密、产品致密,产品一致性高,适宜批量生产 | 加工余量小,机加后砂孔显现,品质不良多 | 175 | 不能热处理 | / | <2 (铸态) | / |
| 铝合金 砂型重力铸造 电控箱 | 18.4 | 致密度一般,局部有砂孔 | 12.5-25 | 砂型紧实度低,产品一致性低,不宜批量生产 | 加工余量大,机加效率低 | 165 | T6 | 255 | 6月8日 | 80 |
注:以上为某一产品为例,材质为A356
低压铸造介绍:
低压铸造是指铸型一般安置在密封的坩埚上方,坩埚中通入压缩空气,在熔融金属的表面上造成低压力(0.06~0.12MPa),使金属液由升液管上升填充铸型和控制凝固的铸造方法。这种铸造方法补缩好,铸件组织致密,容易铸造出大型薄壁复杂的铸件,无需冒口,金属收得率达95%。无污染,易实现自动化。
优点:
● 充型平稳,自下而上。故气孔、夹渣等缺陷少;组织致密,铸件力学性 能高;充型能力强,有利于形成轮廓清晰、表面光洁的铸件。
● 自然形成温度梯度;
● 工艺出品率高;
● 压力下结晶,铝合金从上而下冷却、结晶、凝固,在凝固过程中不断有铝液补充,故铸件致密性好,力学性能搞。
运用铝合金低压铸造的方法来生产铸件,在原材料的使用率这方面是十分高的。主要是因为它的工艺促使不会有浇道和冒口的存在了,这样一来,加工的时间也会大大的缩短,总体的工作效率就会提升许多,再次就是铝合金低压铸造是非常适合做一些高气密性、高精度产品、对产品的砂孔、气孔别的铸造工艺所不可以改进的,低压铸造完全可以解决。
缺点:
● 浇口位置受限。
● 对一些铸造工艺性差的铸件,不适合做低压铸造;
低压铸造与高压铸造比较:
| 低压铸造 | 高压铸造 |
| 1.压力较低,一般<0.08MPa,特殊情况下可以达到0.12MPa 2.铝液的流动速度比较低,正常浇注状态下流速150mm/s,对型腔的冲刷较小。 3.铝液流动平稳。 4.型腔可以是金属型,也可以是砂型,对型腔材料要求低。 5.可生产型腔复杂的铸件。 6.可以生产较大的铸件,200㎏以上的可以生产。 7.铸件内没有气孔。 8.铸件可以热处理强化。 | 1.压力较低,一般<0.08MPa,特殊情况下可以达到0.12MPa 2.铝液的流动速度比较低,正常浇注状态下流速150mm/s,对型腔的冲刷较小。 3.铝液流动平稳。 4.型腔可以是金属型,也可以是砂型,对型腔材料要求低。 5.可生产型腔复杂的铸件。 6.可以生产较大的铸件,200㎏以上的可以生产。 7.铸件内没有气孔。 8.铸件可以热处理强化。 |
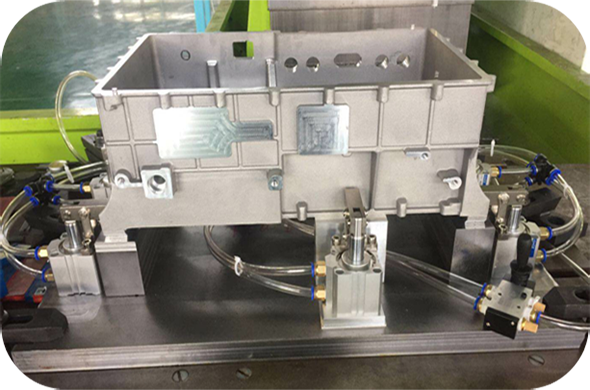
三、主要设备行业内先进水平——低压铸造设备


|
|
四、主要设备行业内保持先进水平——CNC设备




|
|
五、主要设备行业内保持先进水平——T4/T6热处理设备

| 名称 | 规格/型号 | 生产厂商 | 数量 |
| T4/T6热处理设备井式铝合金猝火、时效炉 | RJ2-100-6 | 重庆四博工业 | 1组 |
六、主要设备行业内保持先进水平——搅拌摩擦焊
|


| 名称 | 规格/型号 | 生产厂商 | 数量 |
| T4/T6热处理设备井式铝合金猝火、时效炉 | RJ2-100-6 | 重庆四博工业 | 1组 |









